Release time:2026-05-27 15:46:25 view count:83
Deviated material movement leads to uneven forming force on both sides of the profile, resulting in asymmetric dimensions and inconsistent bending angles. Continuous friction between the material and guide rails can also cause surface scratches.
Severe deviation causes the material to squeeze against guide components, restricting forward movement and gradually leading to accumulation and blockage. In extreme cases, production must be stopped.
Repeated friction and impact increase wear on guide rails, rollers, and limit parts. This also introduces unbalanced load into the system, which can trigger vibration and loosen fasteners.
Long-term vibration loosens bolts and brackets that secure the guide rails, causing lateral displacement and loss of central positioning.
Improper leveling results in left-right height differences. The material naturally drifts toward the lower side during conveying.
Unequal gaps on both sides prevent proper constraint. The material tends to move toward the side with larger clearance.
Long-term impact and friction cause local deformation or uneven wear of guide rails, altering the material travel direction.
Entry guides and downstream guide sections are not aligned on a single central line, causing repeated lateral deviation during feeding.
Curled edges, uneven thickness, or lateral bending in raw materials can induce tracking deviation and amplify guide rail misalignment effects.
Stop the machine completely and disconnect power. Clean residual material and debris around the guide area. Inspect guide rails for visible deformation or damage.
Use the forming roll centerline as a reference. Loosen all guide rail fixing bolts and shift the assembly until its center aligns with the machine centerline, then temporarily tighten.
Use a leveling tool to verify alignment. Add shims where needed to correct tilt and ensure both ends are at the same height.
Adjust side limit plates so the gap is slightly larger than material thickness. Ensure both sides are equal to avoid extrusion or wandering.
Check all guide sections from entry to forming stations. Ensure all are aligned on a single straight centerline to eliminate cumulative deviation.
Run the machine at low speed and observe material tracking. Make micro-adjustments until the material runs stably along the centerline. Finally, fully tighten all fasteners.
Straighten or polish mildly deformed rails. Replace severely worn or damaged components to eliminate root causes of deviation.
Check guide rail bolts each shift and retighten any loosened components to prevent displacement from vibration.
Clean guide surfaces and gaps regularly to remove debris and reduce friction resistance.
Perform scheduled alignment checks of guide rails to maintain long-term positional accuracy.
Remove curled or severely deformed materials before feeding to prevent induced deviation.
Avoid forcing materials into the machine. Prevent external force from altering guide rail position or material trajectory.
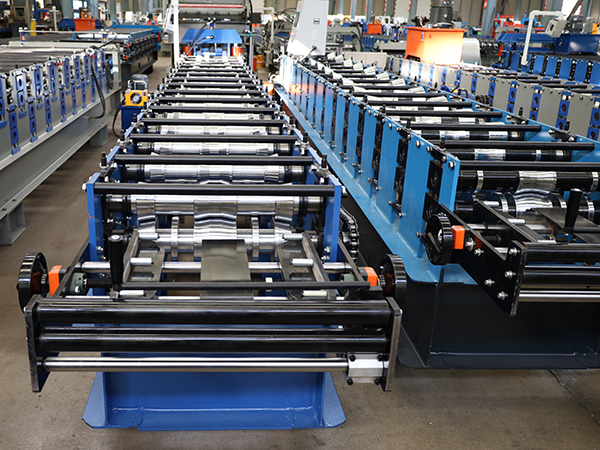
Feeding guide rail deviation in ridge cap roll forming machines is mainly caused by loose fastening, uneven leveling, inconsistent gaps, component deformation, and misalignment of guide sections. Systematic adjustment of centerline alignment, leveling, and clearance can effectively correct deviation. Combined with routine inspection, periodic calibration, and standardized operation, the guide system can maintain stable material tracking, reduce quality defects, and ensure efficient continuous production.

Copyright © 2026-2027 Mingmu Roll Forming Machinery Manufacture All Rights Reserved