Release time:2026-05-27 15:49:08 view count:182
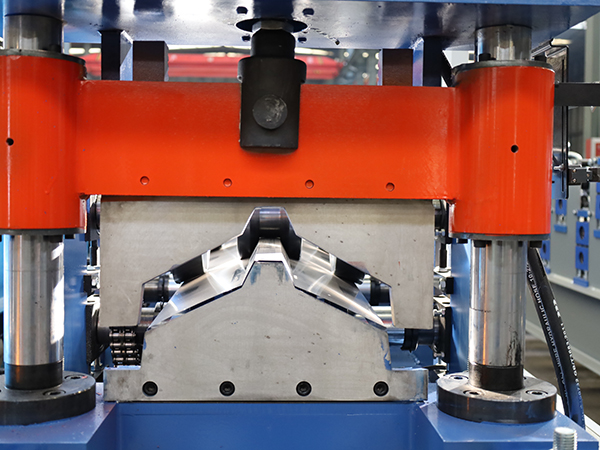
Unequal pressure on both sides of the material leads to inconsistent bending deformation. Left and right flanges of ridge caps show different angles and heights, resulting in poor symmetry and dimensional out-of-tolerance.
Excessive local pressure causes indentation, scratches, and material thinning. Insufficient pressure leads to incomplete forming and rebound after unloading.
Uneven contact force changes friction resistance on both sides of the strip. The material tends to deviate laterally, causing wandering and intermittent feeding.
Long-term localized overpressure increases load on specific rollers, bearings, and supports, causing vibration, noise, and premature wear.
Left-right clearance differences at the same station directly create uneven extrusion force.
Misalignment causes rollers to contact the material at an angle, concentrating stress on one side.
Loose bolts, bearing seats, or frames lead to shifting of roller positions and unstable pressure distribution.
Surface wear or deformation creates uneven contact surfaces, resulting in inconsistent pressure.
Improper pressure distribution between forming stages causes uneven progressive deformation.
Uneven thickness, hardness, or flatness causes inconsistent forming resistance even under identical settings.
Stop the machine and disconnect power. Clean debris between roll gaps. Inspect roll surfaces for wear or deformation and record current adjustment states.
Use the machine centerline as reference. Adjust supports to ensure all roll shafts are level and upper-lower rolls remain parallel.
Adjust each forming station sequentially from entry to exit. Ensure left and right gaps are identical and slightly larger than material thickness.
Apply light pressure at early stages and gradually increase toward middle and final stations to ensure smooth deformation progression.
Lock all bolts, bearing seats, and adjustment mechanisms to prevent vibration-induced shifting.
Run at low speed and observe forming symmetry and surface condition. Fine-tune local stations until stable forming is achieved.
Repair or replace rolls with severe wear or deformation that cannot maintain balanced pressure.
Level and sort materials before feeding to reduce forming inconsistency.
Ensure materials enter along the centerline to avoid unilateral load.
Maintain stable line speed during adjustment to avoid pressure fluctuation.
Inspect each station every shift and correct deviations promptly.
Regularly inspect and retighten bolts, frames, and bearing seats.
Clean and polish roll surfaces daily to maintain uniform contact conditions.
Avoid arbitrary adjustments during production and record all changes.
Periodically check frame levelness and structural deformation.
Uneven forming pressure in ridge cap roll forming machines is mainly caused by inconsistent roll gaps, shaft misalignment, loose components, roll wear, and improper station pressure distribution. Standardized calibration of levelness, bilateral gap uniformity, and pressure balancing effectively resolves the issue. Combined with routine inspection and maintenance, the system maintains stable forming conditions, ensuring consistent product quality and extended equipment life.

Copyright © 2026-2027 Mingmu Roll Forming Machinery Manufacture All Rights Reserved